製品事例
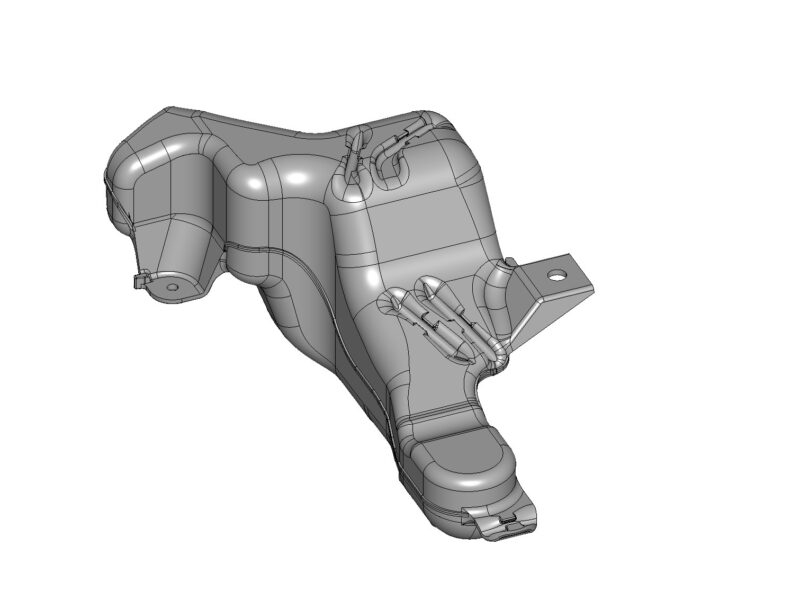
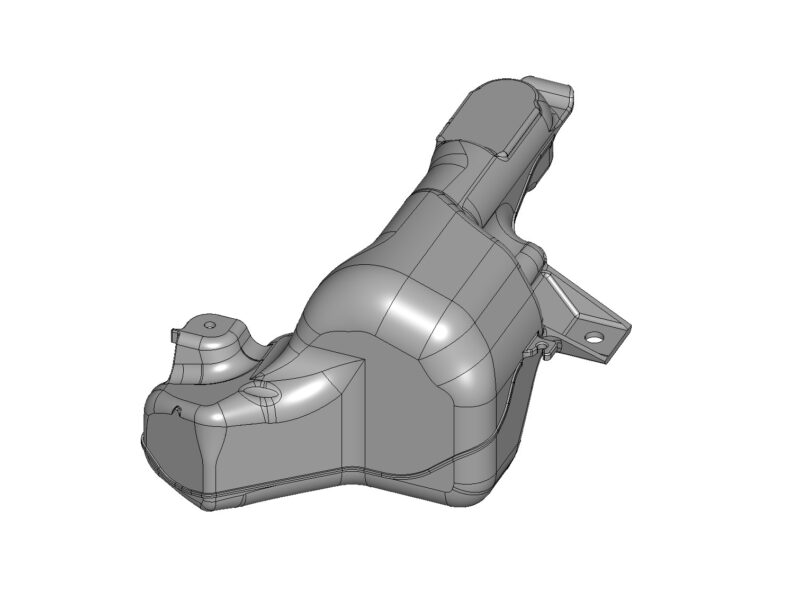
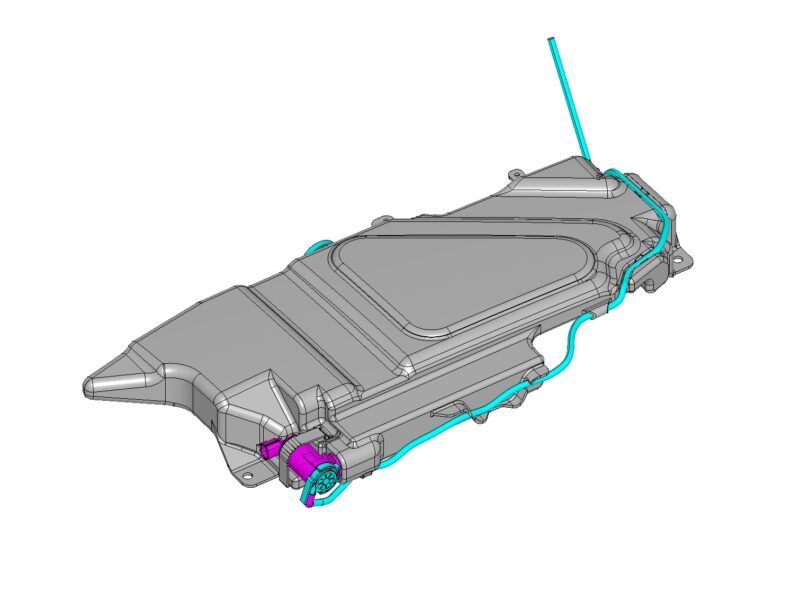
ウォッシャータンク(自動車向け) 金型【ブロー金型参考価格記載】
| 種類 | ダイレクトブロー成形品 |
| 業界 | 自動車 |
| 製品材質 | PP(ポリプロピレン) |
| 金型材質 | S55C |
| 加工方法 | 3軸制御マシニングセンタ等 |
| 製品サイズ | 197×369×160 |
詳細説明
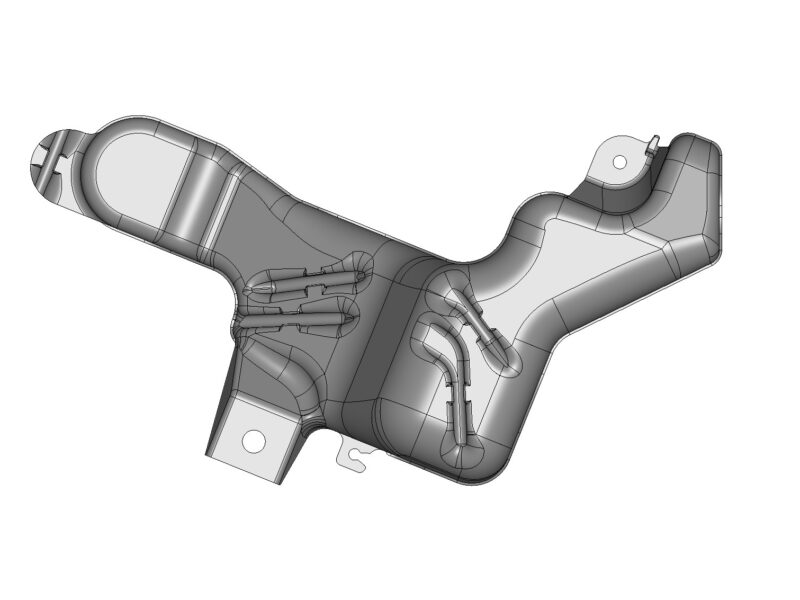
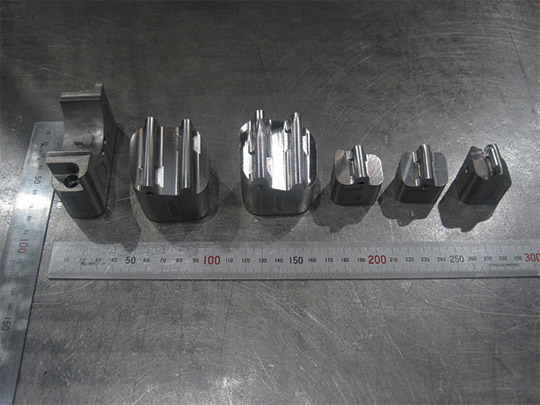
ブロー成形の潰し構造
ブロー成形では、薄い形状(ブラケットやリブ形状)は、樹脂を潰してプレスする方法で成形します。
ブロー成形の潰し構造で、プレスする部品をプレス形状や潰し形状と呼びます。
ブロー成形はパリソン(溶解樹脂)に空気を吹き込み膨らませる成形方法が一般的ですが、ブロー成形の潰し構造により、肉厚より薄い形状は、パリソン(溶解樹脂)を金型内で潰して成形することができます。
射出成形やプレス加工でしか得られなかった薄い形状も、ブロー成形金型の構造設計とパリソン加圧制御を工夫することで実現できます。
パーティングラインの高低差がある形状の注意点
ブロー金型は製品をパーティングライン(分割面)で2分割して製作します。
高低差が大きい程、材料(金型材)の削る量が増えてしまい、ブロー金型の価格に影響します。
また、成形時の冷却効率や成形品の離型など大きな影響を与える要因になります。
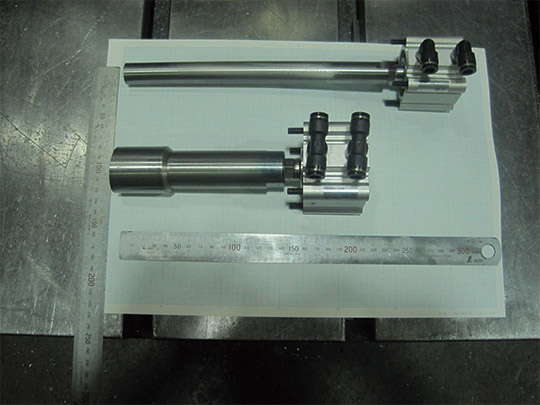
エジェクターピンで離型を改善
左右のバランスが悪い形状やパーティングライン(分割面)の位置により、金型から成形品を取り出すのが困難なケースがあります。
離型時に成形品が傾いて金型に引っ掛かり、傷が付いてしまいます。
エジェクターピンを適切な位置に設定することで、成形品が金型から押し出されて離型が改善されます。
〔関連記事〕
ブロー金型参考価格
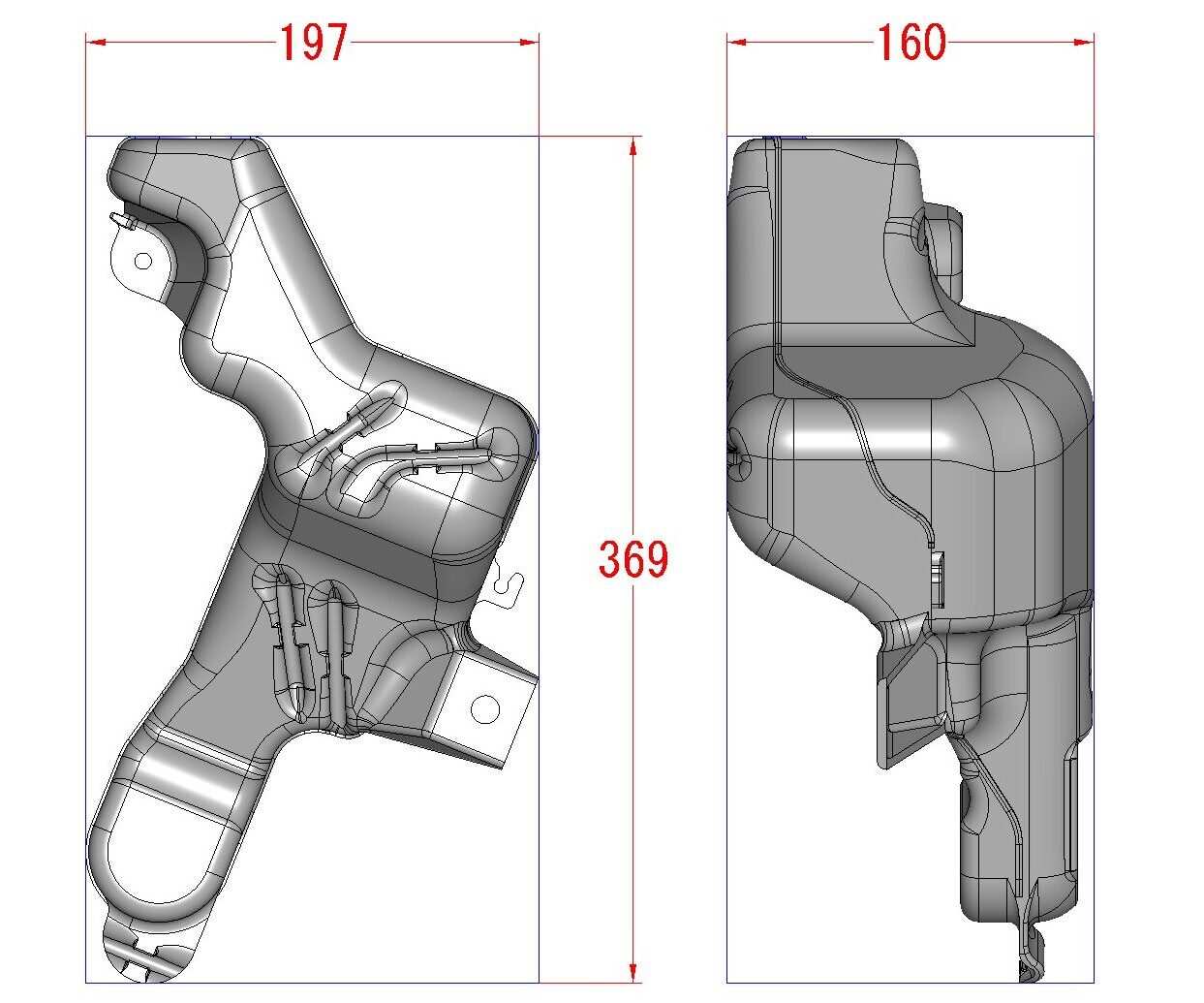
製品サイズ:197×369×160
金型材質:S55C
スライド仕様:4箇所(エジェクターピン2箇所含む)
PL全周に溶着リブ設定、喰い切りは特殊2重喰い切り仕様
¥2,300,000~
※材料価格の影響により金型価格も変動します。
〔関連記事〕
〔製品事例〕
Products 関連する製品事例
-
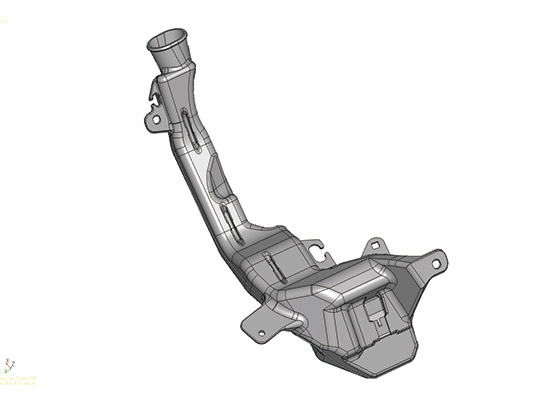
プレス部品も全てブロー成形品のウォッシャータンク 金型
- 種類 : タンク
- 業界 : 自動車・トラック
-
ウォッシャータンク (自動車向け) 金型
- 種類 : タンク
- 業界 : 自動車・トラック
-
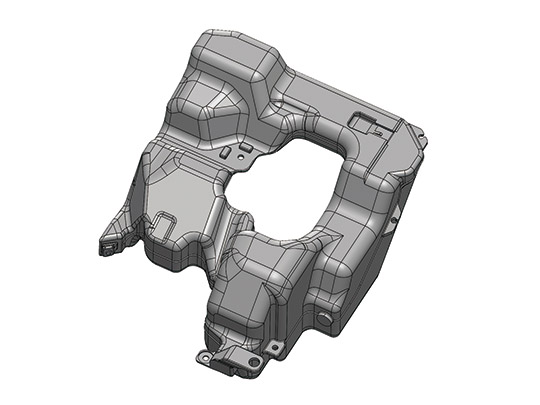
中空ウォッシャータンク (トラック向け) 金型
- 種類 : タンク
- 業界 : 自動車・トラック
-
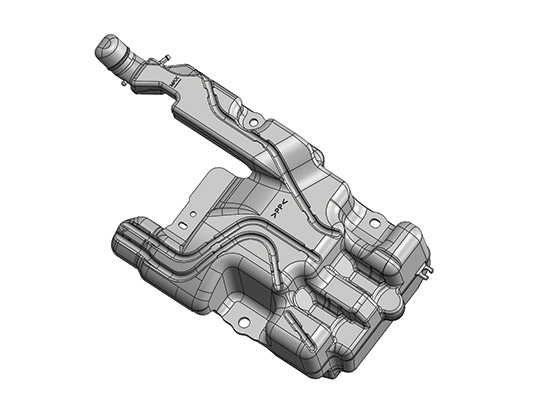
ウォッシャータンク (トラック向け) 金型
- 種類 : タンク
- 業界 : 自動車・トラック
-
ウォッシャータンク用駒替え部品
- 種類 : 金型部品・治具等
- 業界 : 自動車・トラック
-

ウォッシャータンク 用金型部品
- 種類 : 金型部品・治具等
- 業界 : 自動車・トラック
-

ホース溝形状金型部品
- 種類 : 金型部品・治具等
- 業界 : その他
-
エジェクターピン
- 種類 : 金型部品・治具等
- 業界 : その他
-
ピアスピン
- 種類 : 金型部品・治具等
- 業界 : その他