製品事例
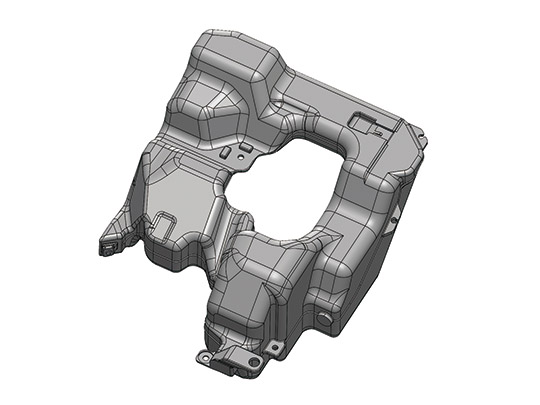
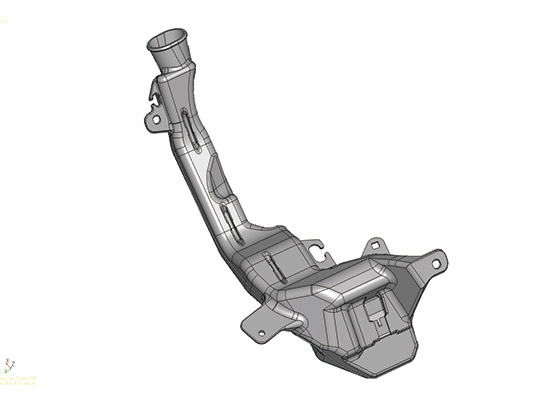
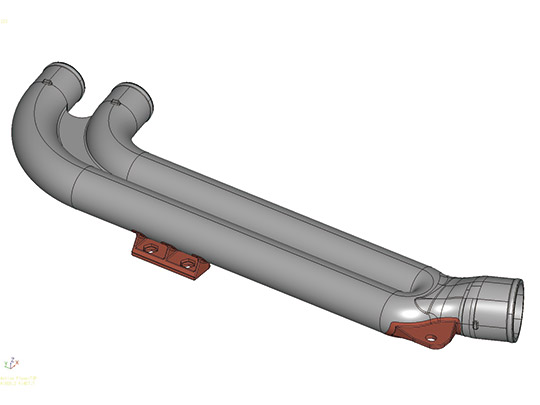
中空ウォッシャータンク (トラック向け) 金型
| 種類 | ダイレクトブロー成形品 |
| 業界 | 自動車 |
| 製品材質 | PP(ポリプロピレン) |
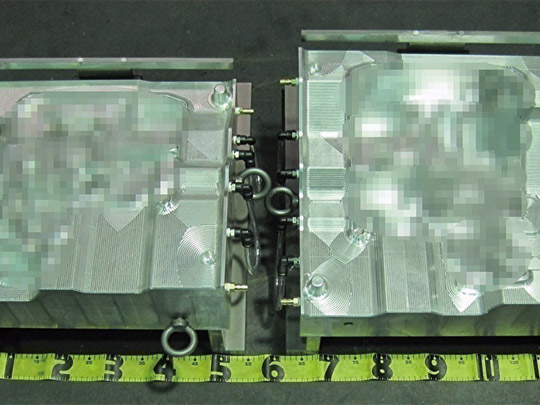
| 金型材質 | アルミ |
| 加工方法 | 5軸制御マシニングセンタ等 |
| 製品サイズ | 387×310×191 |
詳細説明
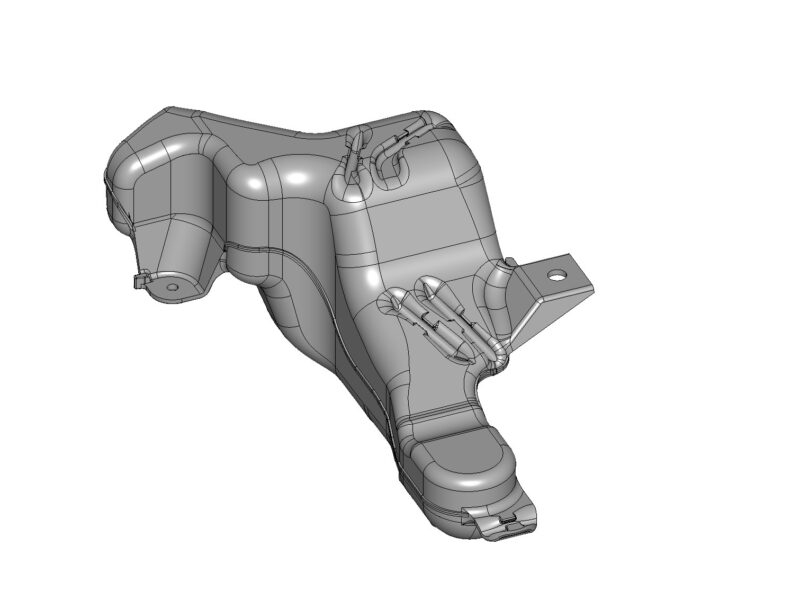
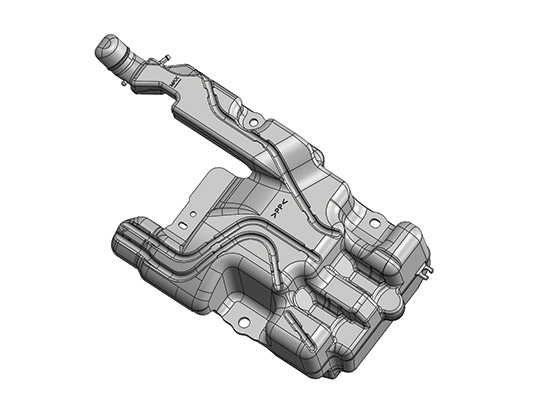
パーティングラインの高低差
本製品は、タンク部とブラケット部においてパーティングライン(分割面)の高低差が大きく、成形時に部分によって冷却効率や製品の形状に大きな影響を与える金型形状となっています。
このような製品は、パリソン(溶融樹脂)が金型製品面に接する度合いにより冷却の均一性が左右され、これが最終的に製品の歪み(よじれ)に繋がる可能性があります。
冷却と歪みの問題
冷却が不均一になると、金型内での樹脂の冷却速度に差が生じ、冷却が遅い部分と早い部分の収縮差が原因で製品に歪みが発生します。特に、高低差が大きい部品では冷却面積が異なり、より冷却が難しい部分では収縮による応力が大きくなり、製品が歪みやすくなります。このため、冷却設計が非常に重要となります。
ブロー金型の限界
また、ブロー成形金型を使用した場合、高低差が大きい形状の製造にはいくつかの技術的限界が存在します。ブロー成形では型の設計や冷却の均等性に制約があり、複雑な形状や大きな高低差があると、成形不良(例えば、部品の寸法誤差やよじれ)を引き起こしやすくなります。
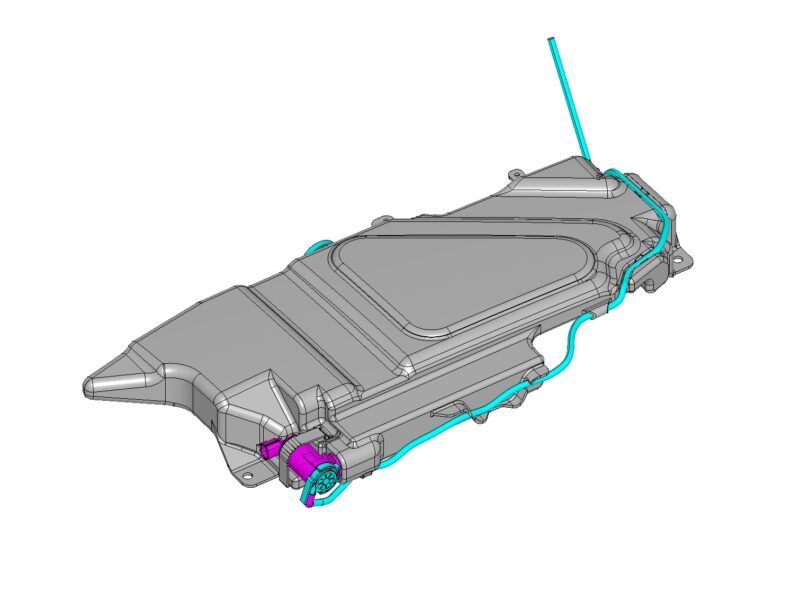
解決策:形状の最適化
このような問題に対しては、まず、製品形状の最適化が求められます。具体的には、コーナー部のR(ラウンド)を大きくすることで、冷却効率を高め、収縮のバランスを改善します。コーナーRを適切に設計することで、冷却が均等になりやすく、よじれや歪みを軽減できます。
さらに、金型では冷却経路の改善や、成形では冷却時間の調整、金型の素材選定なども検討しながら、お客様と密にコミュニケーションを取り、製品の要求性能を満たす形状に調整します。
製品実現
このように、設計段階から金型の制約を踏まえた形状変更を行い、成形プロセスの最適化を図ることが、品質を維持しつつ製造可能な形状に仕上げるための鍵となります。
最終的には、これらの改善案をもとに、お客様の要望に合った形状で製品を成形することが可能となります。
〔関連記事〕
Products 関連する製品事例
-
ウォッシャータンク(自動車向け) 金型【ブロー金型参考価格記載】
- 種類 : タンク
- 業界 : 自動車・トラック
-
プレス部品も全てブロー成形品のウォッシャータンク 金型
- 種類 : タンク
- 業界 : 自動車・トラック
-
ウォッシャータンク (自動車向け) 金型
- 種類 : タンク
- 業界 : 自動車・トラック
-
ウォッシャータンク (トラック向け) 金型
- 種類 : タンク
- 業界 : 自動車・トラック
-

ウォッシャータンク 用金型部品
- 種類 : 金型部品・治具等
- 業界 : 自動車・トラック
-
吸気バーチカルダクト① (トラック向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック
-
吸気バーチカルダクト② (トラック向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック
-
2連ダクト(トラック向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック
-
長尺ダクト(トラック向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック