技術提案事例
成形不良【駄肉(肉だまり)の対策】
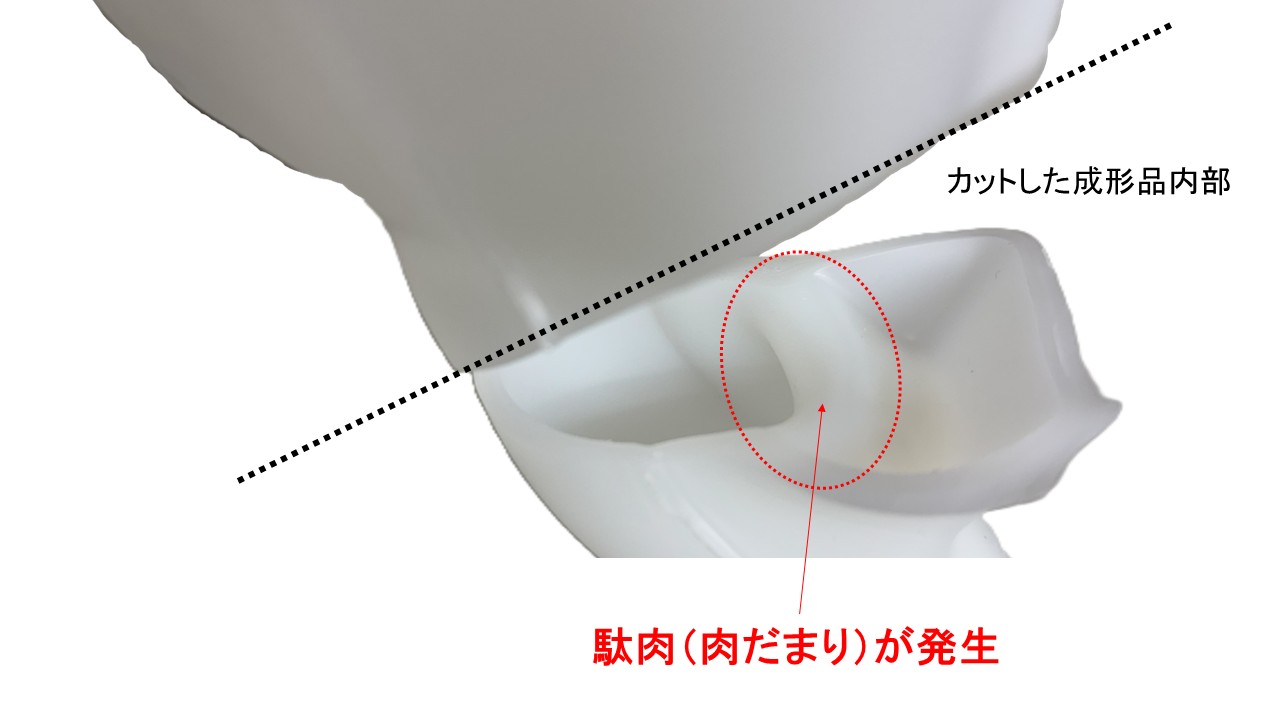
Before
成形品の内部に駄肉(肉だまり)が発生する。
金型でパリソン(樹脂)を挟み込んだ際に、パリソン(樹脂)の折れ込みによって盛り上がり、肉だまりになる現象です。
駄肉(肉だまり)の原因はパーティングライン(PL)の位置です。
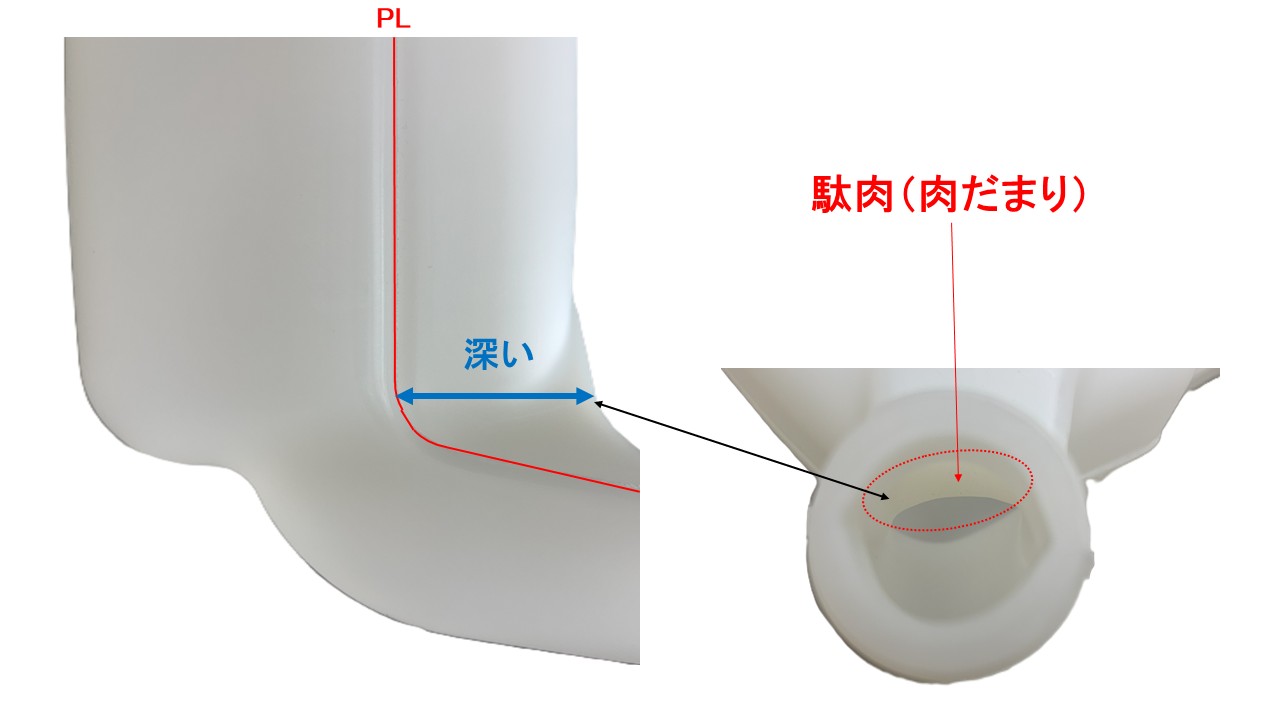
パーティングライン(PL)の角度が直角に近いのに対して、形状がパーティングライン(PL)から深いため、成形の際に金型が閉まると同時に内部の挟まれていくパリソン(樹脂)に折れ込みが発生して、駄肉(肉だまり)となります。
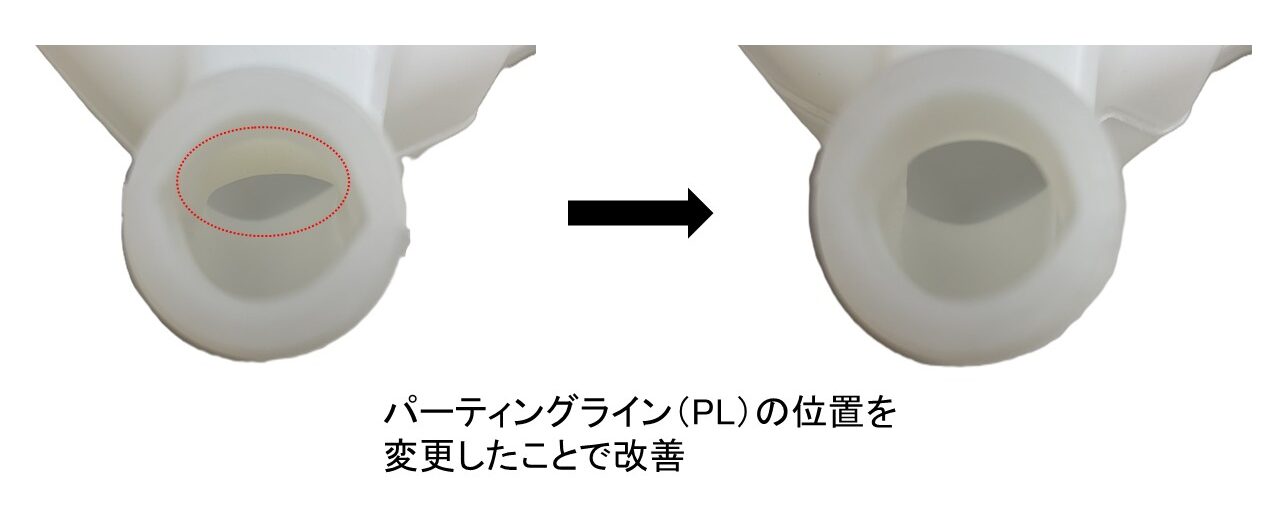
After
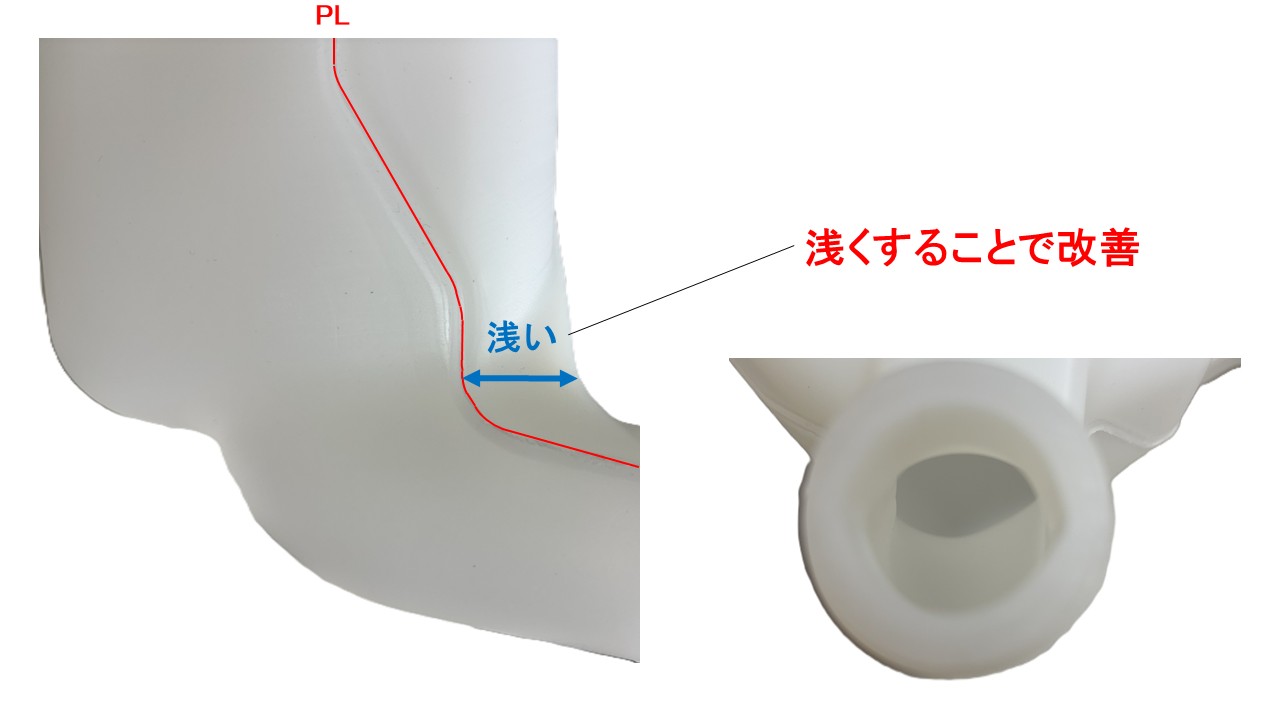
パーティングライン(PL)の位置を変えたことで改善されました。
駄肉(肉だまり)が発生する場所のパーティングライン(PL)の位置を形状に対して浅くなるように変更しました。
【注意点】
パーティングライン(PL)の位置を変えたことでアンダーカットが発生します。
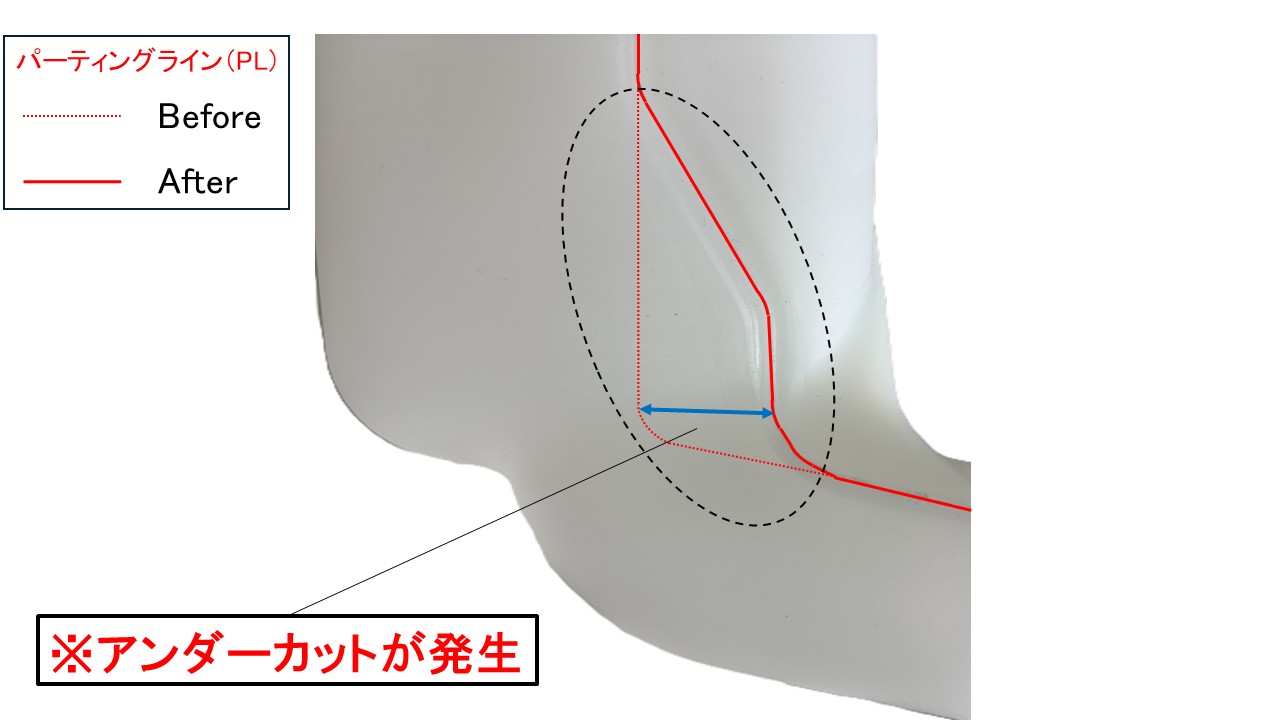
変更前後のパーティングライン(PL)の間が立壁の形状なら問題ないですが、湾曲形状の部分はアンダーカットで離型を妨げてしまいます。
アンダーカットの修正が必要になります。
まとめ
ブロー成形はパリソン(溶解樹脂)を金型で挟み込み、材料を膨らませて成形します。
製品の形状を2つに割り、金型を開閉させる境界線がパーティングライン(PL)で金型の分割面となります。
ブロー成形金型の設計でパーティングライン(PL)の位置はとても重要な要素になります。
成形不良の他にも金型の耐久性やコストなどにも影響を及ぼします。
成形不良を未然に防ぐためには、最適なパーティングライン(PL)の設定が金型設計に求められます。
〔関連記事〕