技術コラム
2024/10/29
金型
スライド機構にアンギュラピンは不要!プロが理由を解説!
スライド機構を用いる場面
金型において、スライド機構を用いた金型を設計製造することは少なくないと思います。
スライド機構とは、製品のアンダーカット形状を回避する方法として金型を製造している会社では、
広く使われている方法です。
アンダーカット形状とは、製品の一部が金型の開閉方向に対して突出している形状のことを指します。
いわば成形が終わり、製品を金型から取り出すときに
アンダーカット形状のところが引っかかってしまい
製品が取り出せない、取り出すときに傷がついてしまう
ということが起こる可能性がある形状のことをアンダーカット形状と言います。
これを回避するためにスライド機構は使われます。
詳しくはこちらのコラムをご覧ください。
スライド機構はどんなものがある?
スライド機構は、成形作業をスムーズに行うために重要なポイントです。
では、スライドコアを動かす方法にはどんなものがあるでしょうか?
射出成形で代表的なものは、アンギュラピンを使用する方法です。
金型が開くときにアンギュラピンに沿ってスライドコアが横に移動します。この方式は、金型の開閉に連動してスライドコアが動くため、非常に効率的です。
しかし、アンギュラピンにはデメリットがあります。
まず摩耗が激しいことが挙げられます。アンギュラピンは頻繁に動作するため、
摩耗しやすい部品です。金型の開閉のたびにスライドコアに干渉しながら動作するため、アンギュラピン本体やスライドコアにも大きな負担がかかります。
それに、設計の精度も求められます。成形品の品質に影響を与える部品の動きを制御するため、設計段階で精密な計算とシミレーションが必要です。
またメンテナンスが頻繁に必要なこともデメリットの一つです。摩耗しやすい部品ですので定期的なメンテナンスと交換が必要になります。
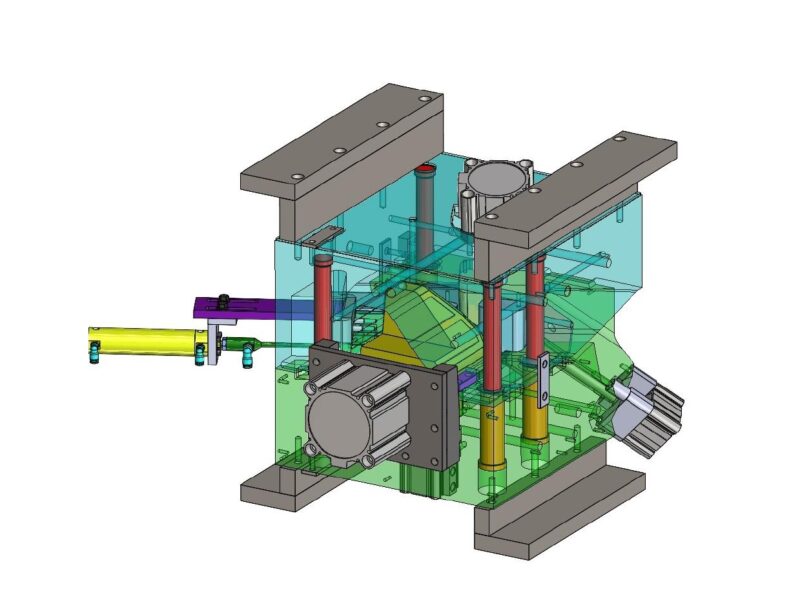
弊社が使用しているスライド機構
弊社が製造しているブロー金型は、開閉のタイミングだけではなく、
インサート部品を入れるときにスライドさせるなどの
スライドコアをスライドさせるタイミングを自由に設定できる
シリンダーを使用するスライド機構を使っています。
>>ブロー成形金型のスライド機構を導入する際の注意点を解説! | 技術コラム |
インサート部品がたくさん設置されている金型も少なくないため、金型のサイズや幅の関係上、
弊社ではシリンダーを使用します。

>>製品事例 >>インサート4部品付きチューブ 用金型 | 製品事例 |
上記のようにインサート部品やアンダー形状を回避するためにスライド機構を設定する場所が
多いですし、またスライドコアのスライドする距離【ストローク】も長いモノもありますので
アンギュラピンを設定するのは効率が非常に悪いです。【ピンがすごく長くなってしまう・・・】
それに金型の長寿命化の観点から考えても、すごい力がピンにもスライドコアにもかかり、
定期的な交換が必要なアンギュラピンよりは、シリンダーを選択することにより
長く金型を使用でき、メンテナンスコストが抑えられます。
まとめ
今回は、スライド機構についてのコラムでした。
金型や製品の設計上、アンダーカット形状はやはり出てきてしまうものです。
そしてそれを回避する方法もいろいろな方法があります。
ブロー成形の設計やアンダーカット形状の回避方法でお悩みであれば
ぜひ中越製作所までお問い合わせください。
ブロー成形金型のことなら、特殊ブロー金型 設計・製作.comまで!
特殊ブロー金型 設計・製作.comを運営する中越製作所では一般的なブロー成形から3次元ブロー成形の金型の設計・製作に対応しております。
ブロー成形でお困りの際はお気軽にご相談ください!
特殊ブロー金型 設計・製作.comの特徴
特殊ブロー金型 設計・製作.comを運営する中越製作所は、国内有数の「3次元ブロー金型」の設計・製作を行うメーカーです。
当社の得意とする3次元ブロー成形金型では、金型とパリソンを相対的に移動させることでバリを最小限に抑えることができ、またインサート部品を事前にセットすることができるため部品の一体化を実現することができます。
このような難易度の高いブロー成形金型の設計を数多く行ってきた経験を活かして、現在はダクトやウォッシャータンク、薬剤タンク等のブロー成形金型の設計から製作についても、様々なお客様よりご相談をいただいております。
特殊ブロー金型 設計・製作.comのサービス
当社は以下のサービスを行っております。



当社の設備
当社の代表的な設備をご紹介いたします。


KBM-11X (HL仕様) 倉敷機械
ブロー成形の基礎ハンドブックを無料プレゼント中!
ブロー成形の基礎が分かるハンドブックを無料プレゼントしております。ご興味ある方は是非ご覧ください!
ブロー成形でお困りの際はお気軽にご相談ください!
ブロー成形のことでお困りの際は、特殊ブロー金型 設計・製造.comにお気軽にご相談ください!
Column 関連する技術コラム一覧
-
2024/10/30
金型
【今すぐできる】プロが教えるブロー金型の離型しやすくなる2つの工夫
金型を成形時に重要となる【離型】についてのコラムになっております。… -
2024/10/29
金型
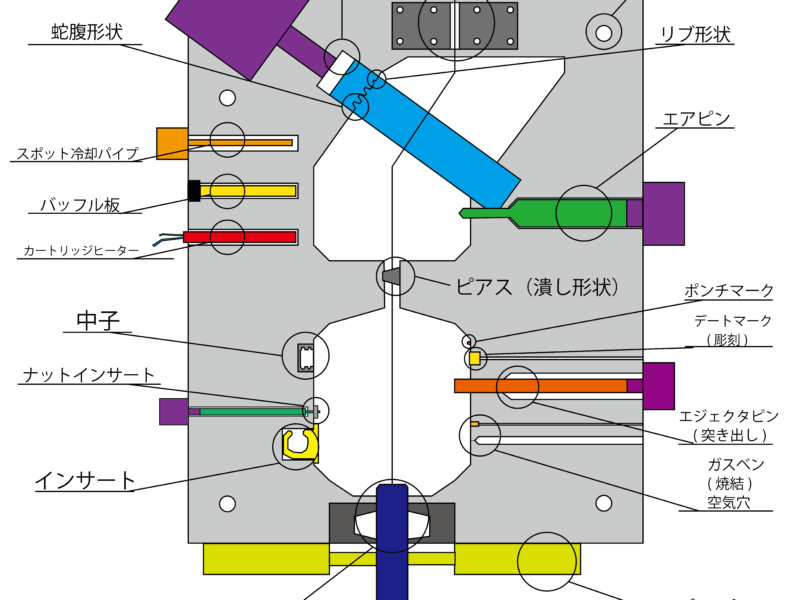
初心者向けブロー金型部品名称ガイド集
金型の形状や部品の名称集です。… -
2024/10/25
金型
ブロー成形にアンギュラピンは不必要?完全解説
アンギュラピンとはなにか?の説明とブロー金型ではアンギュラピンが必要?についてのコラムになります。… -
2024/08/26
金型
初心者でも分かるブロー金型の構造の教科書
金型の基本的な部分や部品を4点、選びご案内いたします。成形方法はいろいろありますが基本的にこの4点はだいたいの金型に設定されています。… -

2024/05/13
金型
専門家がブロー成形の製品設計で、金型から製品を考慮するメリット
ブロー成形品の製品開発で製品形状を金型から見ることで、様々なメリットがあります。
プラスチック製品は金型からできます。金型から離型できないと製品になりません。金型は重要な存在です。… -
2024/03/13
金型
ブロー成形金型のスライド機構を導入する際の注意点を専門家が解説!
スライド機構は、金型構造で離型を成立させる為に重要な機構です。しかし、スライド機構は、シリンダーを含めた部品点数が増えてしまい、製造工期とコストが大きくなります。
またストローク量が大きいと、構成部品も大きくなります。金型のサイズも大きくなり、金型を取り付ける成形機の種類によって、金型のサイズが制限されてしまいます。
複雑な形状の場合は、アンダーカットが発生しやすくなります。アンダーカットが多量にあるとその分、複数のスライド機構が必要になり、コストが上がります。… -
2024/03/13
金型
ブロー成形金型のスライド機構とは?
ブロー成形、射出成形どちらの場合でも、プラスチック製品の成形時、アンダーカットなどが理由で製品の離型が困難な場合があるかと思います。
スライド機構はそのような通常では離型ができないような場合に用いられ、離型できない形状部分を駒(入れ子)にし、金型の開閉方向とは別にスライドする機構(スライドする部分をスライドコアと呼ぶ)を設けることで、離型を行います。… -

2023/10/06
金型
プロが教えるブロー成形金型を設計する上で大切なポイントとは?
ブロー成形を行う際には、必ずブロー成形金型が必要になります。当社ではブロー成形金型を設計・製作しておりますが、ブロー成形金型を設計する際には、抑えるべきポイントがいくつかあります。今回はブロー成形金型を設計する上で大切なポイントをご紹介いたします。…