技術コラム
2024/10/30
金型
【今すぐできる】プロが教えるブロー金型の離型しやすくなる2つの工夫
離型とは
金型を使用し、成形された製品を金型から取り出すことを離型といいます。
この離型をしやすくする工夫を金型メーカーと成形メーカーはしています。
成形時に品物が抜きづらいと、成形作業の作業効率が悪くなりますし、
無理にグイグイ品物を取ろうとすると品物に傷がついてしまうリスクも出てきますからね。

その場合成形会社では離型剤を使用します。
成形品が金型にくっつかないようにするために、離型剤を金型の表面に塗布することで成形品がスムーズに取り出せるようします。
離型剤もその名の通り離型をしやすくする方法の一つです。
離型に対して金型メーカーはなにができるのか?
では金型メーカーは離型に対してなにができるのでしょうか?
金型メーカーは、設計や構造により離型をしやすくする工夫をします。
その例を紹介します。
抜け勾配
下の画像のような壁を挟んだ形状がある製品の場合、
樹脂の締め付けなどで離型しづらくなってしまいます。
こちらの形状を抜け勾配をつけると、このように離型しやすくなります。

画像は分かりやすく極端な角度になっていますが
実際は金型の設計段階で、製品形状にあらかじめ”1度程度の勾配”を付けてあげます。
これが抜け勾配です。
成形品は金型の形状面から垂直に離形します。勾配をつければ成形品と金型との摩擦面は減少し、
成形品が取り出しやすくなります。
他に、離形不良が起きる場合は、エジェクターピン等(押出ピン)を設けて、合わせて利用されます。
【関連記事】 用語集 >>エジェクターピン
アンダーカット形状の取り除き
こちらは、離型とコストダウンの面からの弊社からの提案事例になります。
仕様にもよりますが、金型の設計において要求される製品デザインを成立するには、
成形品の離形を邪魔してしまうアンダーカット形状部に対策が必要となり、一般的に特定部をスライド構造にする必要があります。
しかし、シリンダー等の部品点数は増えてしまい、構造は複雑化して製造工期も長くなります。
また、成形機やコストの制約により、スライド構造が困難な場合もあります。
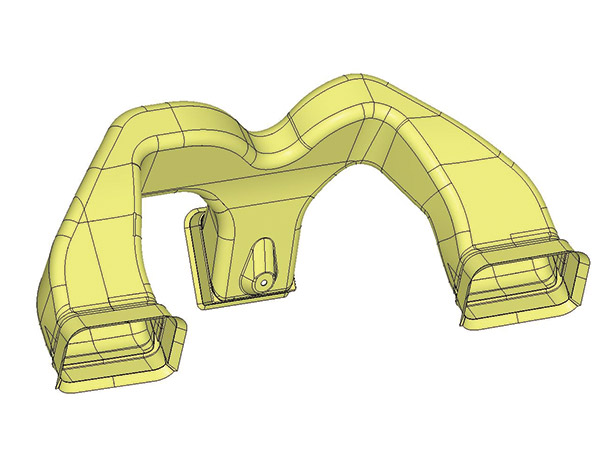
参照図を例として、こちらの提示された製品デザインでは形状通りの金型を製作すると、
製造コストが高額になってしまうという問題がありました。
そこで、コスト低減に努めた形状修正をご提案しました。
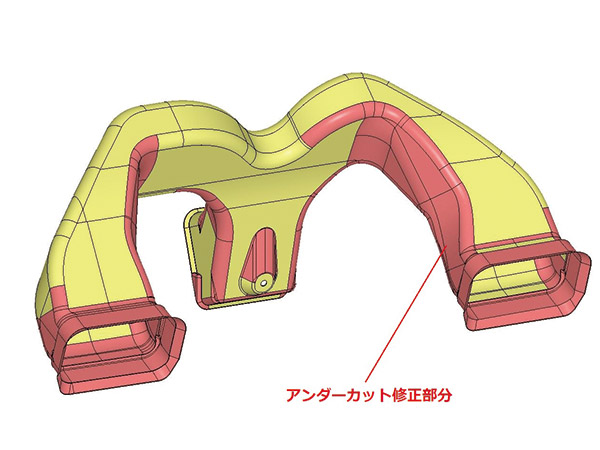
画像の赤色部分の形状を修正することで、アンダーカットが発生しないようにします。
この作業により、アンダーカット部のスライド機構が無くなり、製造コストが大幅にダウンしますし、離型もしやすくなります。
また、金型もシンプル構造となり、長期に向けたメンテナンスや修繕の容易性も高くなります。
修正した形状は、要求仕様を達成しており、製品の性能に影響を与えません。
結果、形状修正は承認され量産用金型の製作となりました。
【関連記事】 >>技術提案事例 >>アンダーカットの取り除き(形状修正)
まとめ
いかがでしたか。
金型メーカーも成型メーカーもいろいろな方法で作業効率を上げる工夫をしています。
ブロー成形金型で質問事項あれば是非、お気軽にお問い合わせください。
ブロー成形金型のことなら、特殊ブロー金型 設計・製作.comまで!
特殊ブロー金型 設計・製作.comを運営する中越製作所では一般的なブロー成形から3次元ブロー成形の金型の設計・製作に対応しております。
ブロー成形でお困りの際はお気軽にご相談ください!
特殊ブロー金型 設計・製作.comの特徴
特殊ブロー金型 設計・製作.comを運営する中越製作所は、国内有数の「3次元ブロー金型」の設計・製作を行うメーカーです。
当社の得意とする3次元ブロー成形金型では、金型とパリソンを相対的に移動させることでバリを最小限に抑えることができ、またインサート部品を事前にセットすることができるため部品の一体化を実現することができます。
このような難易度の高いブロー成形金型の設計を数多く行ってきた経験を活かして、現在はダクトやウォッシャータンク、薬剤タンク等のブロー成形金型の設計から製作についても、様々なお客様よりご相談をいただいております。
特殊ブロー金型 設計・製作.comのサービス
当社は以下のサービスを行っております。



当社の設備
当社の代表的な設備をご紹介いたします。
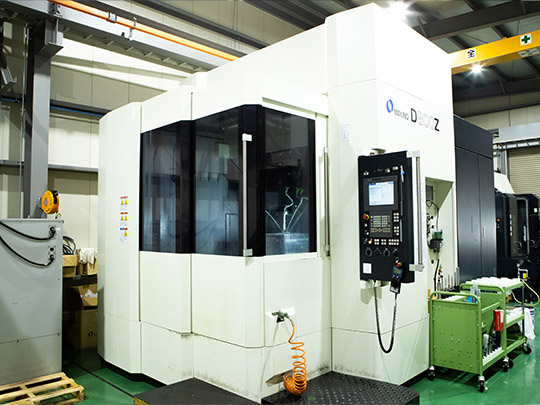


KBM-11X (HL仕様) 倉敷機械
ブロー成形の基礎ハンドブックを無料プレゼント中!
ブロー成形の基礎が分かるハンドブックを無料プレゼントしております。ご興味ある方は是非ご覧ください!
ブロー成形でお困りの際はお気軽にご相談ください!
ブロー成形のことでお困りの際は、特殊ブロー金型 設計・製造.comにお気軽にご相談ください!
Column 関連する技術コラム一覧
-
2024/10/29
金型
スライド機構にアンギュラピンは不要!プロが理由を解説!
中越製作所では、どのようなスライド機構を使っているかの説明です。… -
2024/10/29
金型
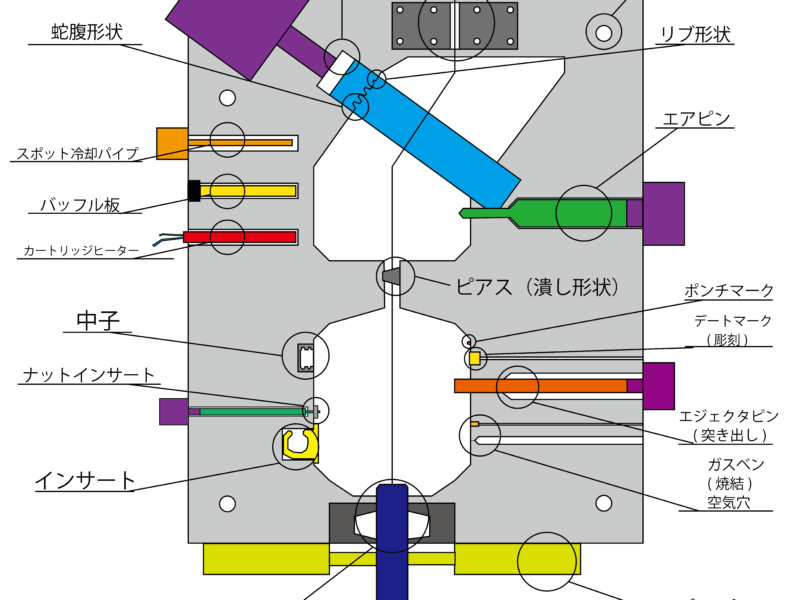
初心者向けブロー金型部品名称ガイド集
金型の形状や部品の名称集です。… -
2024/10/25
金型
ブロー成形にアンギュラピンは不必要?完全解説
アンギュラピンとはなにか?の説明とブロー金型ではアンギュラピンが必要?についてのコラムになります。… -
2024/08/26
金型
初心者でも分かるブロー金型の構造の教科書
金型の基本的な部分や部品を4点、選びご案内いたします。成形方法はいろいろありますが基本的にこの4点はだいたいの金型に設定されています。… -

2024/05/13
金型
専門家がブロー成形の製品設計で、金型から製品を考慮するメリット
ブロー成形品の製品開発で製品形状を金型から見ることで、様々なメリットがあります。
プラスチック製品は金型からできます。金型から離型できないと製品になりません。金型は重要な存在です。… -
2024/03/13
金型
ブロー成形金型のスライド機構を導入する際の注意点を専門家が解説!
スライド機構は、金型構造で離型を成立させる為に重要な機構です。しかし、スライド機構は、シリンダーを含めた部品点数が増えてしまい、製造工期とコストが大きくなります。
またストローク量が大きいと、構成部品も大きくなります。金型のサイズも大きくなり、金型を取り付ける成形機の種類によって、金型のサイズが制限されてしまいます。
複雑な形状の場合は、アンダーカットが発生しやすくなります。アンダーカットが多量にあるとその分、複数のスライド機構が必要になり、コストが上がります。… -
2024/03/13
金型
ブロー成形金型のスライド機構とは?
ブロー成形、射出成形どちらの場合でも、プラスチック製品の成形時、アンダーカットなどが理由で製品の離型が困難な場合があるかと思います。
スライド機構はそのような通常では離型ができないような場合に用いられ、離型できない形状部分を駒(入れ子)にし、金型の開閉方向とは別にスライドする機構(スライドする部分をスライドコアと呼ぶ)を設けることで、離型を行います。… -

2023/10/06
金型
プロが教えるブロー成形金型を設計する上で大切なポイントとは?
ブロー成形を行う際には、必ずブロー成形金型が必要になります。当社ではブロー成形金型を設計・製作しておりますが、ブロー成形金型を設計する際には、抑えるべきポイントがいくつかあります。今回はブロー成形金型を設計する上で大切なポイントをご紹介いたします。…