製品事例
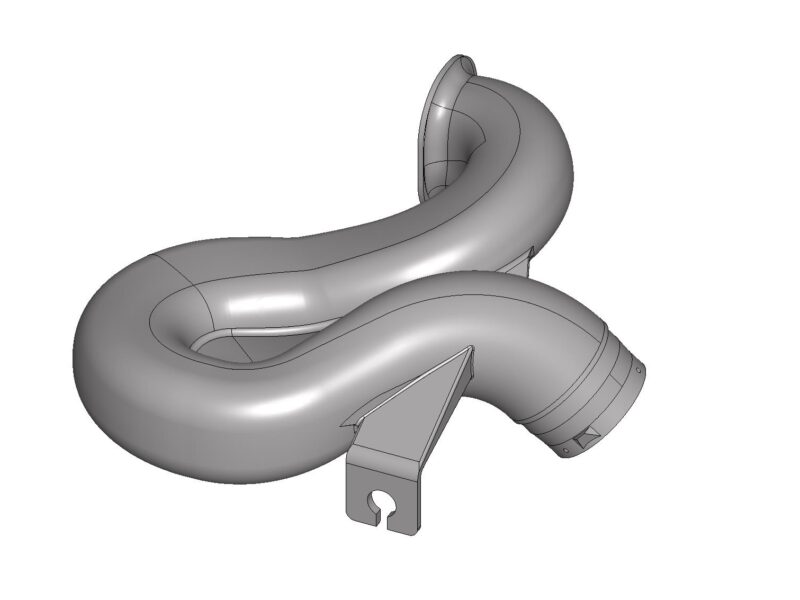
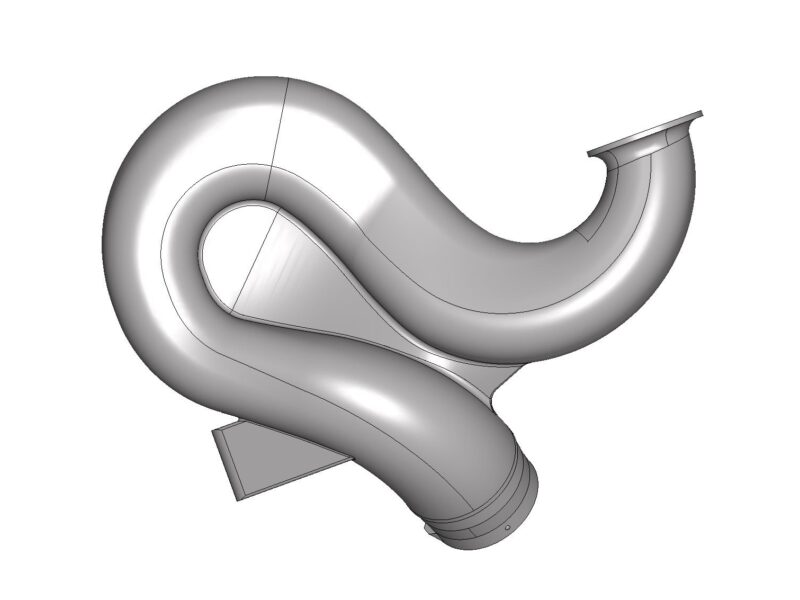
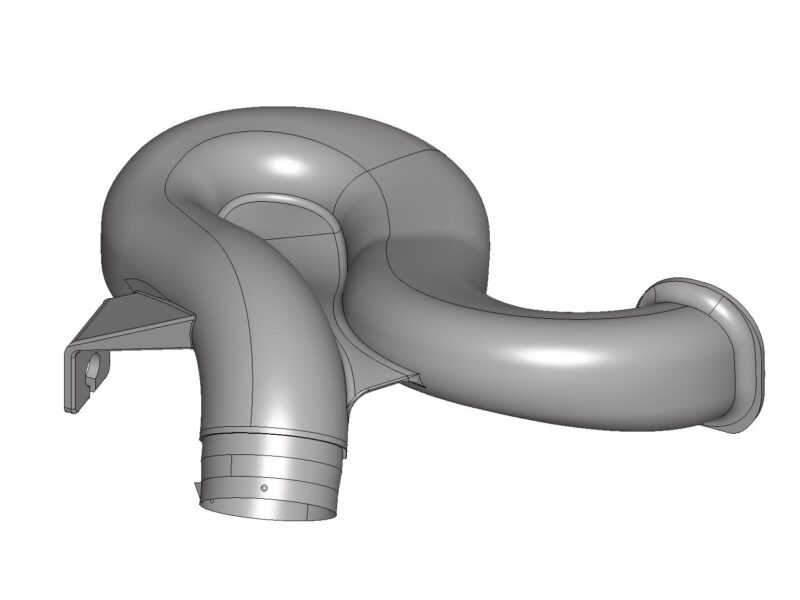
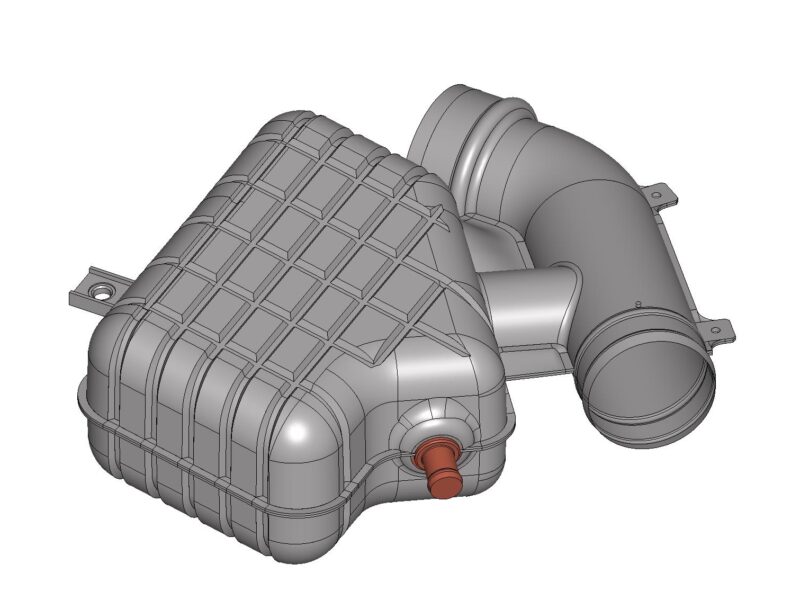
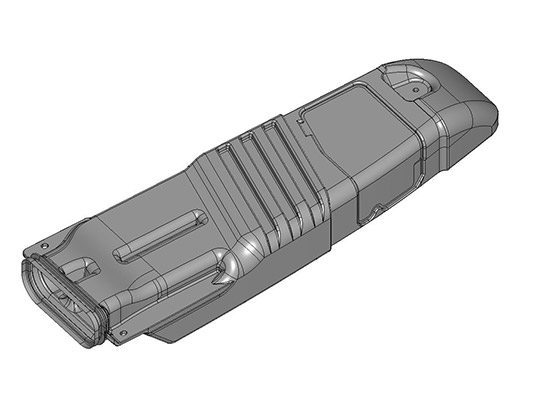
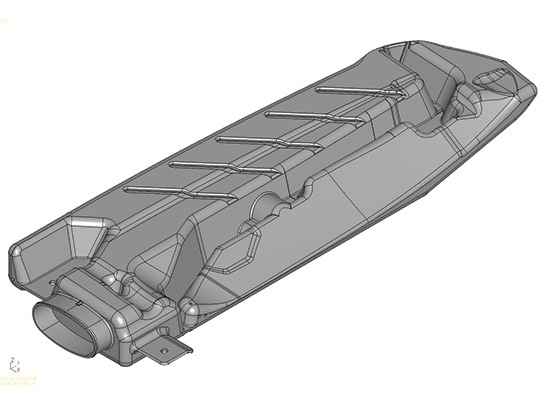
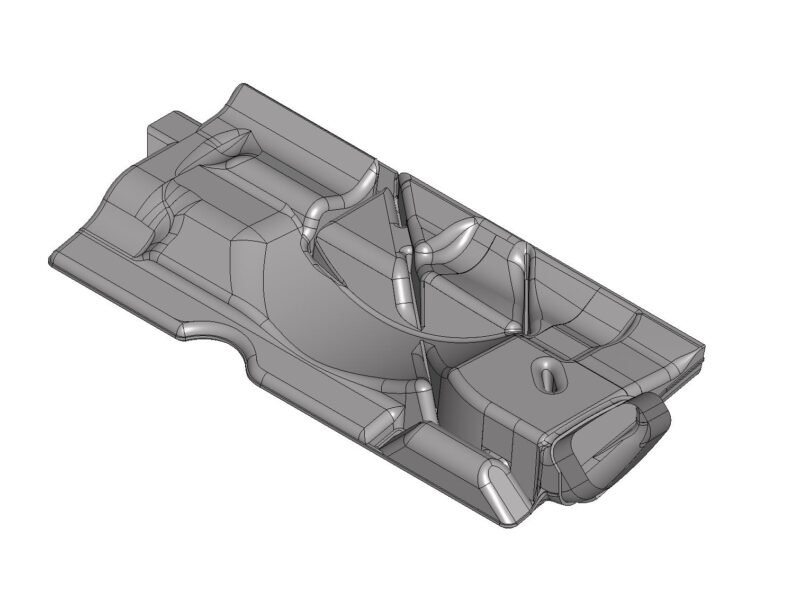
”潰し形状+ 湾曲”ダクト (自動車向け) 金型
| 種類 | ダイレクトブロー成形品 |
| 業界 | 自動車 |
| 製品材質 | PP(ポリプロピレン) |
| 金型材質 | 亜鉛(ZAS),アルミ |
| 加工方法 | 3軸制御マシニングセンタ等 |
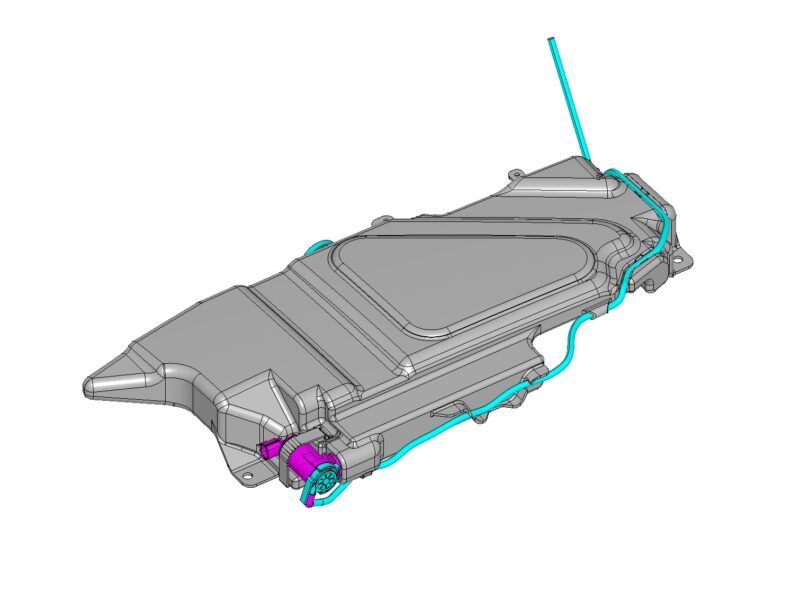
| 製品サイズ | 296×325×128 |
詳細説明
中央部は、ブロー+プレス。
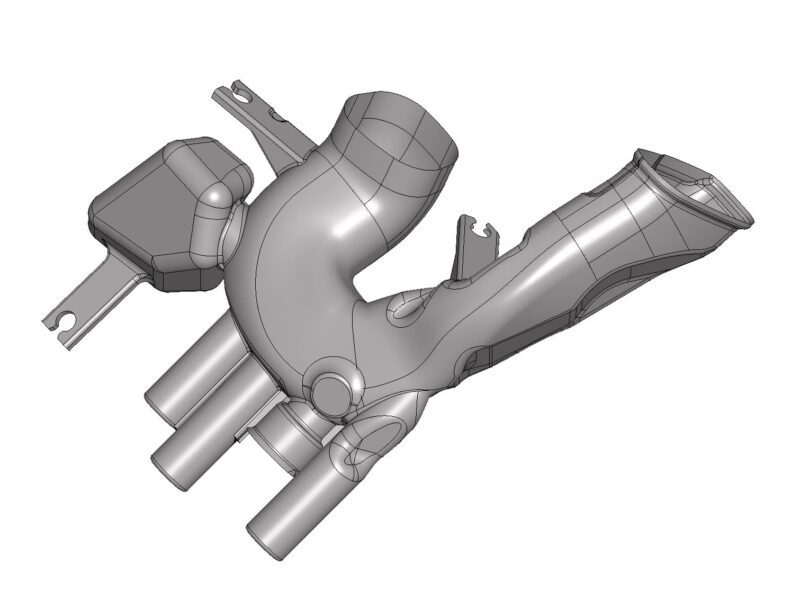
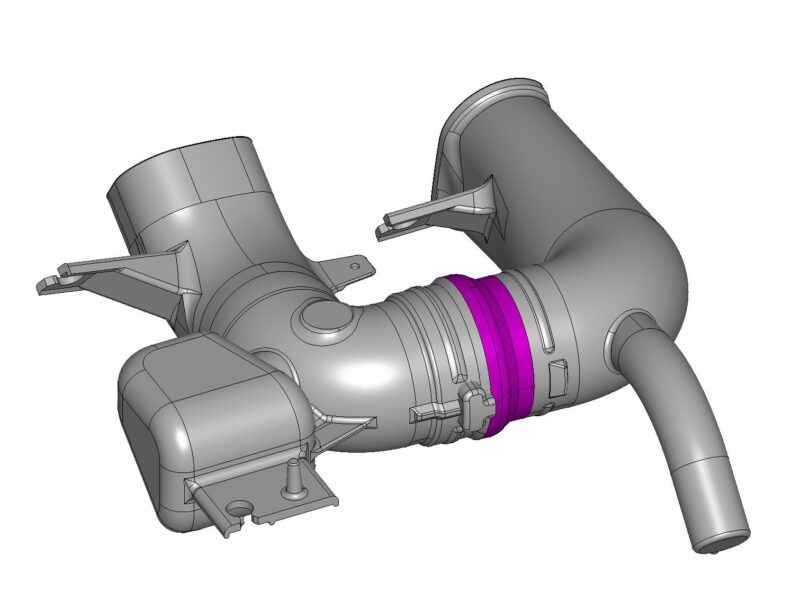
この製品は、Uの字に湾曲した形状を持つ中空成形品で、中央部は“潰し形状”です。これは、型締めすると同時に金型内の溶融樹脂(パリソン)をプレスして圧縮する成形工法です。
〔関連記事〕
ダイレクトブロー成形の柔軟性
このような潰し構造を成形するためには、溶融樹脂(パリソン)を直接金型内で圧縮して形作る必要があり、湾曲が得意な3次元ブロー成形では対応が難しくなります。
そこで、ダイレクトブロー成形による製造方法を選択することで、潰し形状を的確に再現しています。
湾曲した形状でありながら、潰し構造のような特殊な形を成形する技術は、ダイレクトブロー成形の柔軟性を活かした好例といえます。
〔関連記事〕
潰し構造における樹脂余剰の配慮
潰し構造を用いた金型設計では、樹脂の余剰分が過剰になると、型締め時に樹脂が内部に滞留して金型が完全に閉じ切らず、偏肉や成形不良の原因となることがあります。また、パーティングラインのつぶれや金型のクラックを引き起こす恐れもあります。
これを防ぐためには、潰し部分の周囲に樹脂の逃げ場となるスペースを適切に設けるなど、樹脂流動を考慮した設計上の工夫が重要です。
〔関連記事〕
Products 関連する製品事例
-
“インサートレス・溶着レス” フランジ ダクト(自動車向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック
-
”合体”レゾネーター+ダクト(自動車向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック
-
”サイドブランチ形”ダクト(自動車向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック
-
2種セット取り “レゾネータ+ダクト”(自動車向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック
-
プレス部品も全てブロー成形品のウォッシャータンク 金型
- 種類 : タンク
- 業界 : 自動車・トラック
-
吸気バーチカルダクト① (トラック向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック
-
吸気バーチカルダクト② (トラック向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック
-
エアダクト①(自動車向け) 金型
- 種類 : ダクト
- 業界 : 自動車・トラック